Unjustified Tempers











The angle grinder and why some people can’t keep their cool while other people use it.
The ProBar has been around for years, dragged through countless fires and modified hundreds of times over. We as Firemen modify our tools to suit our needs which has been done for many years. Whether it’s cutting, welding, bending, or reshaping, the tool is tuned to fit our desires. As we have seen in the past few years, there has been an explosion of new tools with higher levels of steel mixed in them creating better designed and structurally sound tools. So what about the rest of the 500,000+ ProBars in the field? They are still being used and abused, reshaped, then put back into service. Yet people still lose their temper over how we fixed these tools issues.
The traditional way of reshaping the pike, adz, or fork is by filing the tool while keeping a steady eye on the desired shape of the tool. Streamlining the roughly forged steel into a smooth glossy finish. Many hours have been burned away while knocking down cast marks or squaring off the shoulders of the fork. Some feel this is the only way and many do not disagree. Yet others feel there are many ways to accomplish this task with the same outcome. Many have used an angle grinder with different styles of flap discs or grinding wheels to achieve the same design with less effort. This is where I feel some people's tempers get out of control.
We will discuss a few different topics regarding these techniques and what issues people may have. Obviously. we will talk about the tool temper and where the disconnect is. When to fix or reshape a tool and when not to. How many are using different tools to get the same effect. Lastly, we will hit on the physical changes of the tool and testing I have done on a few different ProBars.
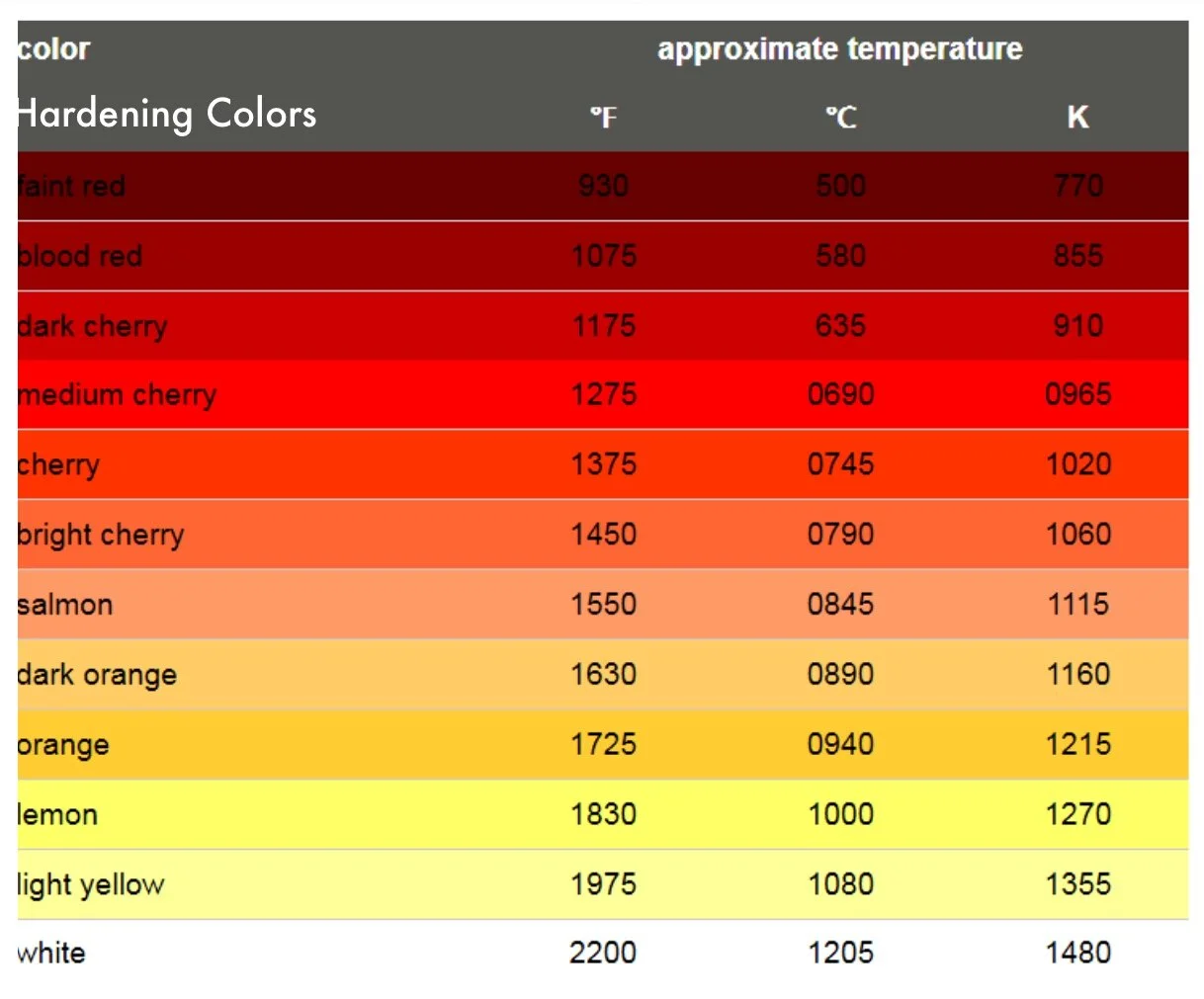
The results ranged from 103°F to 139.1°F on all three parts of the halligan. At no time could I reach a straw-like color on the tool. I was not able to heat an entire piece of the tool up with a grinder to change the characteristics of the metal. If you can and can prove it was detrimental to the tool’s use, please feel free to contact me. Let's take it one step further: what about modifications to the tool? So we can weld letters, numbers and names to these tools and it doesn't change the characteristics? Mig welding has a heat range of 3,000° to 20,000°C. Yet the tool is rarely affected by this heat range. How about adding bar stock to the sides of the fork for a better striking surface...nope, still not an issue (see photo below). Companies have been welding on these tools for years and still continue to do so. If the higher range of temperature from welding does not affect the tool, then how does the lower temperatures during the grinding process effect the tool?
Two ½” pieces of square stock were added to the ProBar on the left. It has since forced many doors in training and on the fire ground. Notice the welds were ground smooth. The weld itself is a stronger section of metal, especially when compared to the steel make-up of most halligans. With this in mind, I'm not sure how adjusting the surface of the tool with a grinder will hurt it. If you’re still not thrilled about all of this then we have a few more examples for you.
We are going to take it one step further. Gary Lane had the bright idea of taking a new wide-adz MAXXIMUS and cut down the adz to a normal size ProBar adz. Yes, this is a different metal composition than the ProBar, however, it still drives home the fact that we can attack these tools with basic techniques of reshaping to suit our needs.
Proof is in the testing: Gary had over 200 hits and forced many doors without an issue. As a matter of fact, this came to be what we call the MAXX MOD that Fire Hooks Unlimited sells. They use the same process Gary did of cutting down the adz, but they do it with a chop saw.
Lastly, we have the tool left behind. Jason Jefferies was training during an active RIT situation in which the RIT left this tool behind. It was found under a bed a few hours later and brought outside where they dropped it in water because it was too hot to hold with a gloved hand. After it cooled, this is the color that it was; it resembles the straw-like color we discussed earlier (445°F). As soon as the tool cooled Jason and a few guys forced some doors with zero issues.
The fact of the matter here is that I am not trying to change history. Tools should be taken care of with a sharp file to create desired edges. Stories of guys spending hours in the back of the firehouse working on tools is nothing to shy away from. I say embrace it, but just remember there are options to get the process going a little faster. If you have two halligans that need to be worked on then try both techniques, but finish both with that file. Even do your own testing, break out that thermal imager and see what temperatures you get. Have an idea of what to look for while working the metal. Give it some love and make your mark on it. The ProBar is a blank canvas and like everything else we do in the fire service, tool tuning is a form of art. So next time when someone loses their temper on you while you’re holding an angle grinder, try not to let it hit him when it’s running. Understand that what they may see is destruction. Talk with them and explain the process even though they may still disagree with you. Conversely, if you have an issue with someone using the grinder then talk with them instead of losing your temper. Every day you are in the fire service is a day to learn something new. As always GSF